全国咨询服务电话
PRODUCT
产品分类
专业为您提供
7*24小时服务
PE异型材生产线
塑料型材生产线
ABS管设备生产线
一出二密封条设备
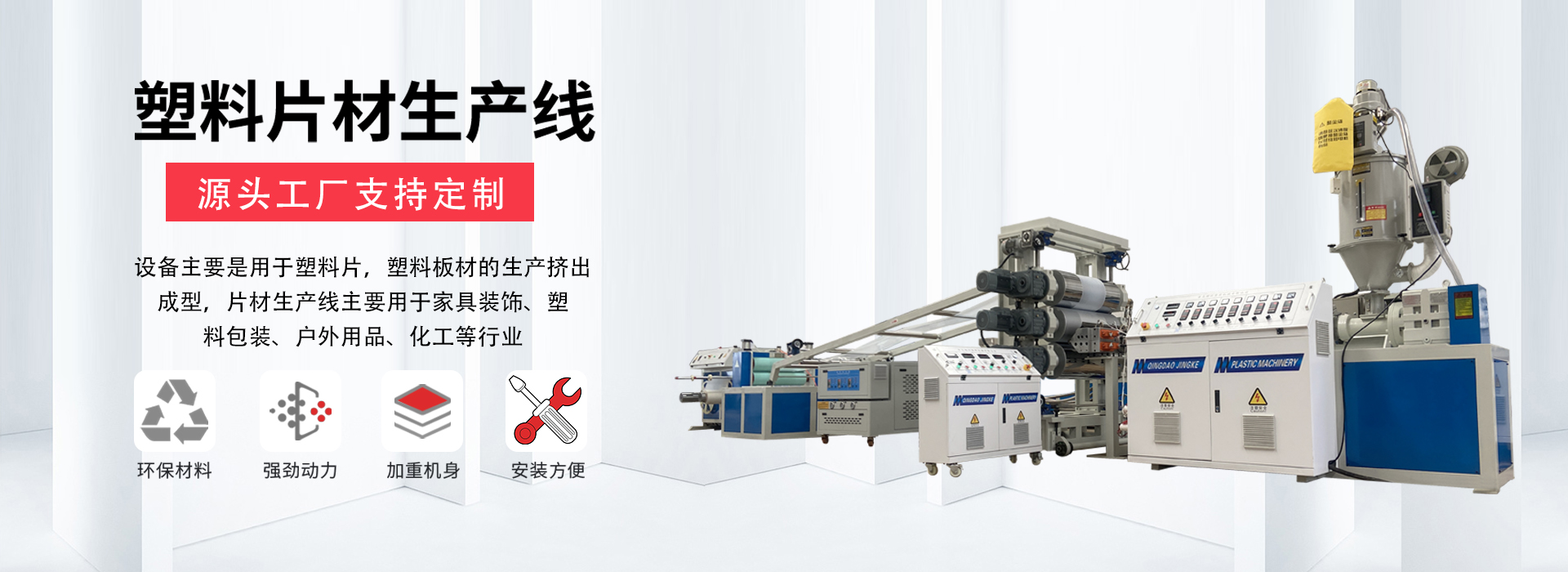
塑料片材设备
PP蜂窝板芯挤出机
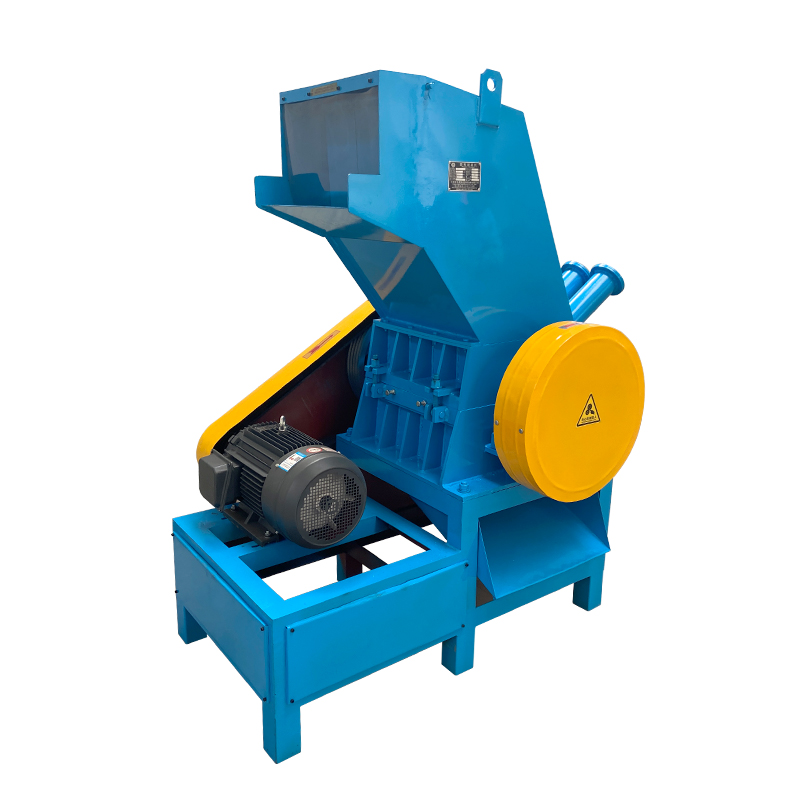
塑料管材破碎机
造粒挤出设备
高速塑料混合机
查看详情
双工位收卷机
小型造粒机
TPU弹簧绳包塑机
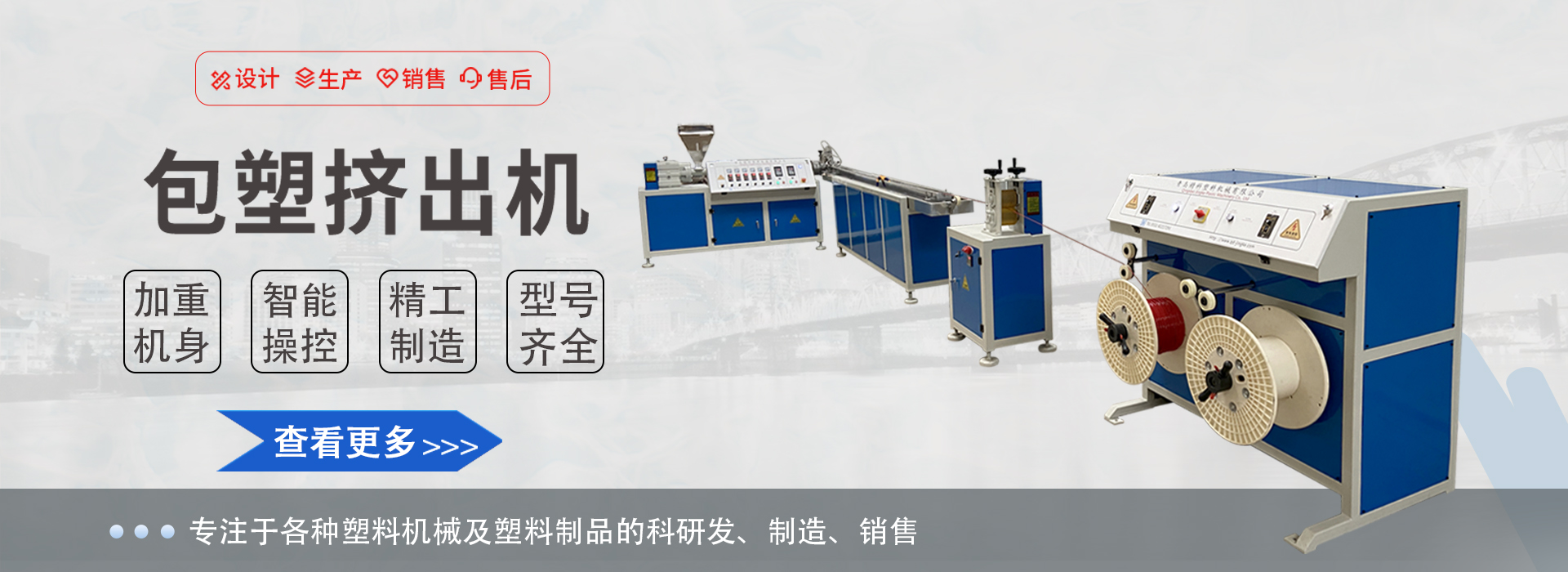
包塑机
青岛精科塑料机械有限公司位于黄海之滨、胶州湾畔,一座朝气蓬勃的美丽海滨城市青岛—胶州。是一家专注于塑料加工成套设备,集科研、开发、制造、销售、服务于一体的科技型企业。在当今竞争激烈的机械行业中,精科公司一直克服了重重困难,凭借其真诚的敬业精神,先进的设计理念,可靠的质量保障,完善的服务与管理赢得了众多客户的赞许,同时也创造了精科机械的品牌。公司坚持以质为本,以诚为信为宗旨,注重人才培养引进并与科研...










 塑料管材生产线
塑料管材生产线